

Твердосплавные напайные пластины (НАПАЙКИ)
Основное требование, предъявляемое к материалу рабочей части
резца — это твердость, которая должна быть больше твердости
любого материала, обрабатываемого данным резцом. Твердость не
должна заметно уменьшаться от теплоты резания.
Одновременно с этим материал резца должен быть достаточно
вязким; режущая кромка резца не должна выкрашиваться во
время работы. Материал резца должен хорошо сопротивляться
истиранию, которое происходит от трения стружки о переднюю
поверхность резца, а также от трения задней поверхности
резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют
инструментальные материалы — металлокерамические твердые
сплавы, минералокерамика, быстрорежущие и углеродистые
стали разных марок.
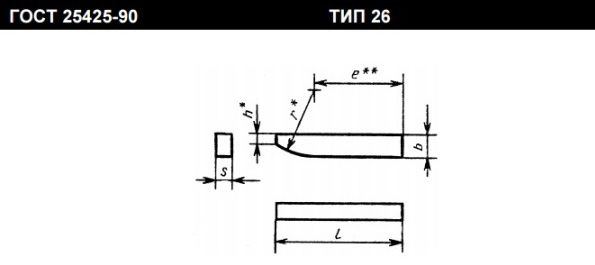
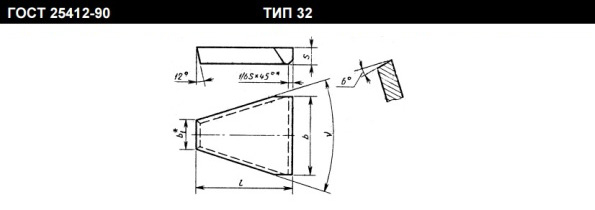
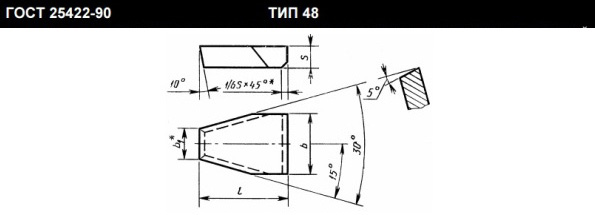
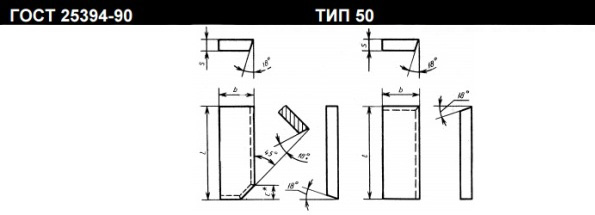
Твердосплавные пластины для резцов выпускаются различных
форм и размеров для напайки на державку резца.
НАПАЙНЫЕ ТВЕРДОСПЛАВНЫЕ ПЛАСТИНЫ (НАПАЙКИ).
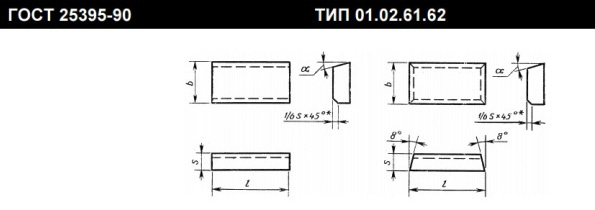
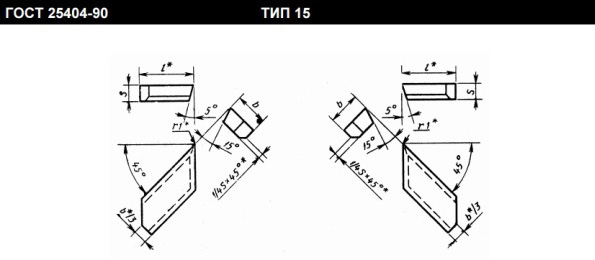
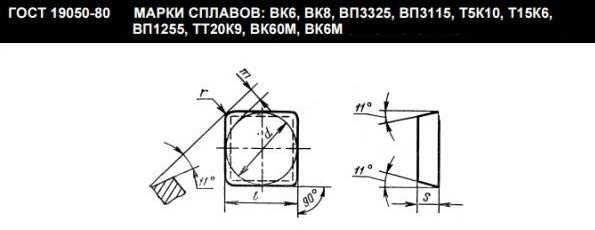
напайные пластины для проходных и расточных резцов
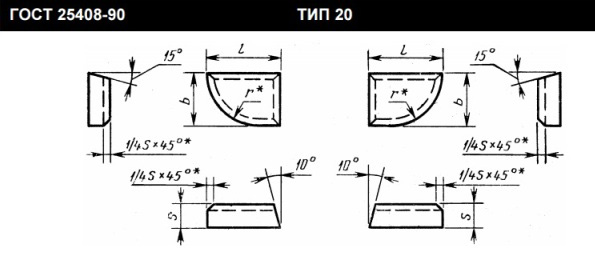
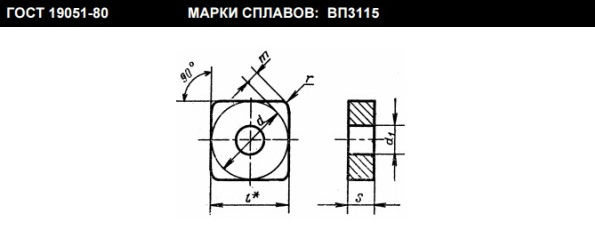
напайные пластины для подрезных и расточных глухих резцов
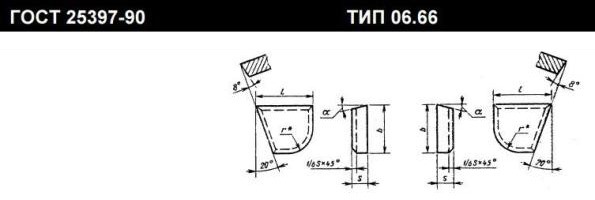
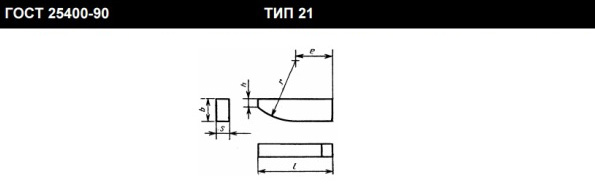
напайные пластины для подрезных и расточных резцов
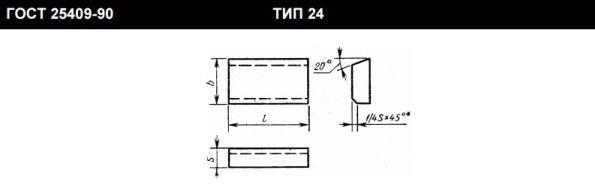
напайные пластины для проходных и расточных резцов
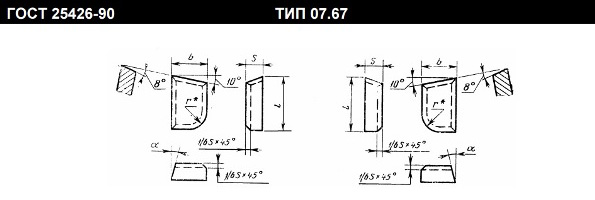
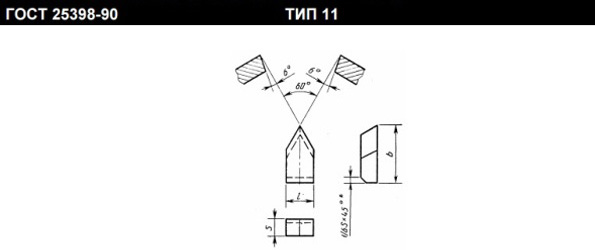
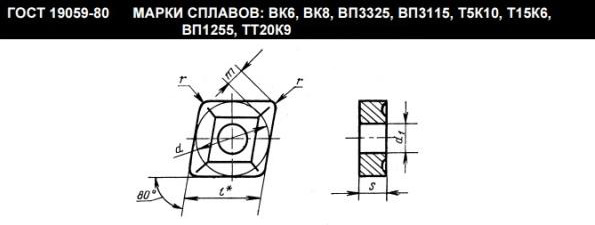
напайные пластины для чистовых и резьбовых резцов
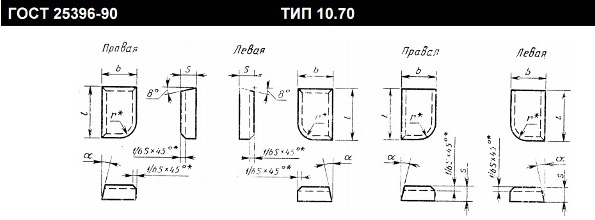
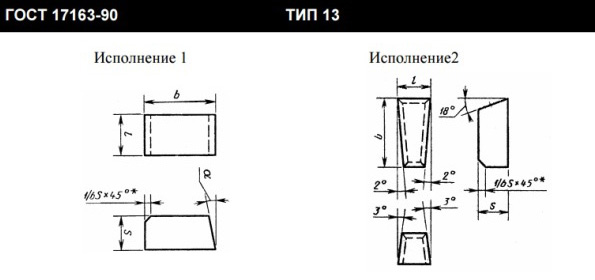
напайные пластины для отрезных и прорезных резцов
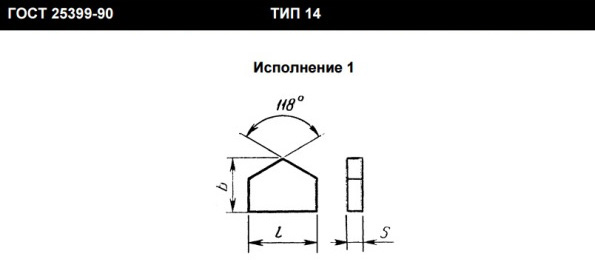
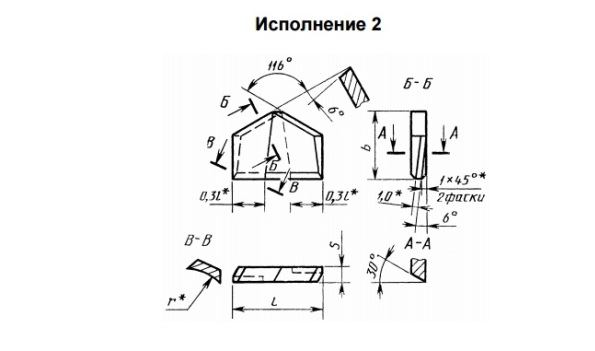
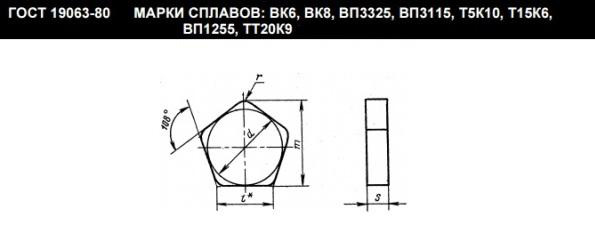
напайные пластины для спиральных сверл и буров
напайные пластины для фасонных и ласточкин хвост
напайные пластины для торцевых фрез и циковок
напайные пластины для концевых и шпоночных фрез
напайные пластины для концевых и цилиндрических фрез
пластины для разверток
напайные пластины для канавочных резцов под клиновые ремни
напайные пластины для нарезания трапециидальной резьбы
напайные пластины для т-образных фрез
Но несмотря на высокое качество современных способов напайки
твердосплавных пластинок, изготовление таких резцов
сопровождается иногда образованием трещин и в дальнейшем
разрушением пластинки.
СМОТРИТЕ ВИДЕО КАК МОЖНО ПРИПАЯТЬ НАПАЙКУ:
Поэтому в последнее время стремятся
заменить напайку или приварку пластинок (особенно
минерало-керамических) механическим креплением на основание.
Это так называемые сменные пластины для резцов и торцовых
фрез с механическим креплением, отличительной чертой этих
пластин является присутствие отверстия в центре пластины
для её крепления.

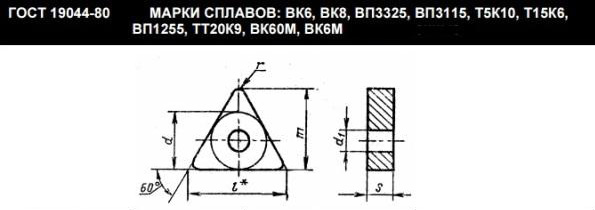
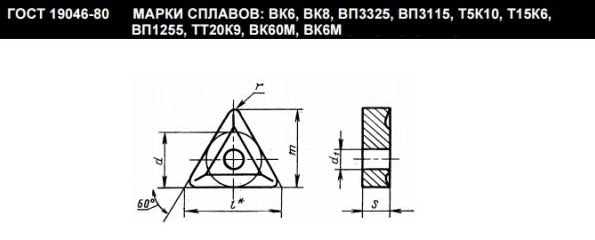
СМЕННЫЕ ТВЕРДОСПЛАВНЫЕ ПЛАСТИНЫ
сменные твердосплавные пластины трехгранные
для проходных, подрезных и расточных резцов
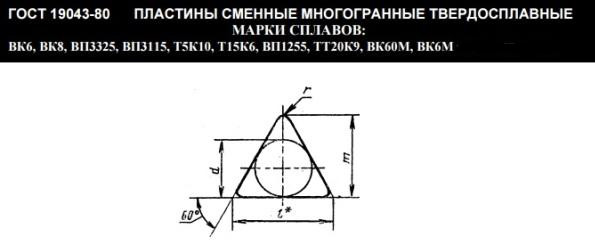
сменные твердосплавные пластины трехгранные
с отверстием
сменные твердосплавные пластины трехгранные
с задним углом 11*

сменные твердосплавные пластины трехгранные
с отверстием и стружколомающими канавками
сменные твердосплавные пластины четырехгранные
для проходных, расточных резцов и торцевых фрез
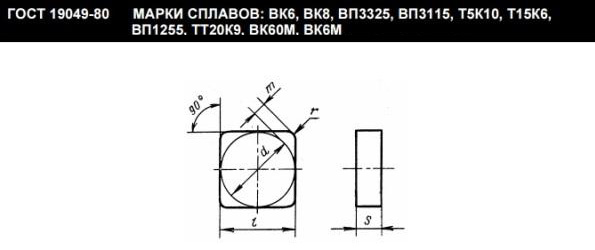
сменные твердосплавные пластины четырехгранные
с задним углом 11*
сменные твердосплавные пластины четырехгранные
с отверстием
сменные твердосплавные пластины четырехгранные
с отверстием и стружколомающими канавками

сменные твердосплавные пластины ромбические 80*
с отверстием и стружколомающими канавками
для фрез и специальных резцов
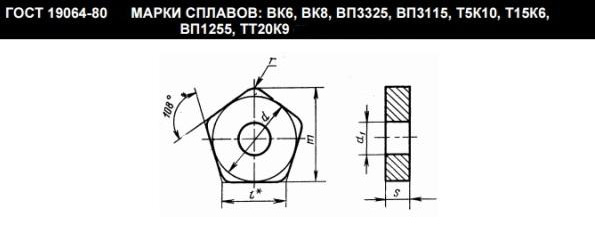
сменные твердосплавные пластины пятигранные
для проходных резцов
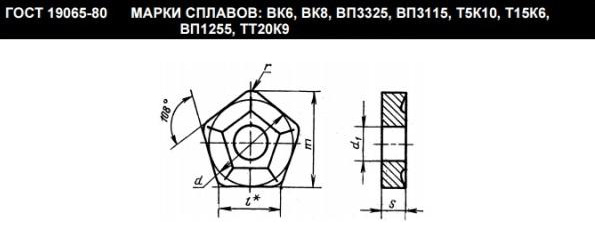
сменные твердосплавные пластины пятигранные
с отверстием для проходных резцов и торцовых фрез
сменные твердосплавные пластины пятигранные
с отверстием и стружколомающими канавками
МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ СПЛАВЫ
Наиболее современными материалами для токарных резцов и фрез
являются металлокерамические твердые сплавы, сохраняющие
свои режущие свойства при нагревании в процессе работы до
температуры 800—900° С.
Эти сплавы состоят из тончайших зерен карбидов тугоплавких
металлов — вольфрама, титана и тантала, сцементированных
кобальтом. Металлокерамические твердые сплавы разделяются на
три группы: вольфрамовые, титано-вольфрамовые и титано-
тантало-вольфрамовые.
Вольфрамовые твердые сплавы предназначаются для обработки
чугуна, цветных металлов и их сплавов и неметаллических
материалов. Для изготовления токарных резцов используются
вольфрамовые твердые сплавы марок ВК2, ВК3М, ВК4, BK6, ВК6М,
ВК8, ВК8В. Буква В в каждой из этих марок означает’карбид
вольфрама, буква К — кобальт; цифра, стоящая в марке после
буквы К — указывает количество (в процентах) содержащегося в
данном сплаве кобальта. Остальное — карбид вольфрама.
Таким образом, например, в сплаве марки ВК2 содержится 2%
кобальта и 98% карбида вольфрама. Буква М, приведенная в
конце некоторых марок, означает, что данный сплав
мелкозернистый (величина зерен 0,5—1,5 мк). Буква В
приписывается к марке сплава, если он крупнозернистый
(величина зерен 3—5 мк).
Мелкозернистость сплава сообщает ему износостойкость большую
износостойкости нормального сплава данной марки, при меньшей
прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и
сопротивляемость ударам, вибрациям и выкрашиванию и понижает
износостойкость сплава.
Титано-вольфрамовые твердые сплавы применяются для обработки
всех видов сталей. При токарной обработке используются сплавы
марок Т5К10, Т5К12В, Т14К8, T15K6, Т30К4. В каждой из этих
марок буква Т и поставленная за ней цифра указывают
количество (в процентах) содержащегося в данном сплаве
карбида титана, а цифра после буквы К — содержание
(в процентах) кобальта. Остальное в данном сплаве карбид
вольфрама. Таким образом, например, в сплаве марки Т5К10
содержится 5% карбида титана, 10% кобальта и 85% карбида
вольфрама.
Титано-тантало-зольфрамовые сплавы используются в особо
тяжелых случаях обработки сталей. В настоящее время в ГОСТ
введена лишь одна марка этого сплава, а именно ТТ7К12,
содержание которого — 7% карбидов титана и тантала, 12%
кобальта и 81% карбида вольфрама.
В последнее время, при определенных условиях, в качестве
инструментального материала находят применение
минералокерамнческие материалы, основной частью которых
является окись алюминия. В состав этих материалов не входят
относительно редкие элементы: вольфрам, титан, кобальт и др.
Теплостойкость резцов, оснащенных минералокерамикой, очень
высокая и достигает 1200° С и более. В этом главное
преимущество минералокерамических материалов в сравнении с
твердыми сплавами, основными составляющими которых являются
редкие и дорогие элементы и теплостойкость которых ниже.
Недостатком минералокерамического сплава является его
относительно небольшая и нестабильная прочность на изгиб
(хрупкость). Поэтому он применяется при получистовой и
чистовой обработке чугуна, стали и цветных сплавов.
Для изготовления токарных резцов используются быстрорежущие
стали марок Р18 и Р9. Основными элементами быстрорежущей
стали марки Р18, наиболее широко применяемой для изготовления
резцов, являются вольфрам (17,5—19%) и хром (3,8—4,4%),
сообщающие стали свойство самозакаливаемости и теплостойкости
при нагревании примерно до 600°С. Углерод (0,70—0,80%),
входящий в состав рассматриваемой стали, соединяясь с
вольфрамом и хромом, повышает ее твердость. Кроме того, в
быстрорежущей стали марки Р18 содержится небольшое количество
(1,0—1,4%) ванадия.
В менее распространенной быстрорежущей стали марки Р9
содержится вольфрам (8,5—10,0%), хром (3,8—4,4%), углерод
(0,85—0,95%), ванадий (2,0—2,6%) и другие не оказывающие
существенного влияния элементы.
Кроме сталей Р18 и Р9 в последние годы для изготовления
токарных резцов используются быстрорежущие стали марок Р18Ф2,
Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5 и Р9К9. Буква Р в этих марках
обозначает вольфрам, буква Ф — ванадий, буква К — кобальт.
Цифры, стоящие после букв, определяют содержание в данной
стали этих элементов в процентах. Кроме характеризующих
данные марки стали элементов, указанных в их обозначениях,
эти стали содержат также углерод, хром, молибден и другие
составляющие.
Из углеродистых сталей для изготовления резцов применяются
стали марок У12А и У10А. В этих марках буква У условно
обозначает, что сталь углеродистая; следующие за ней цифры
указывают среднее содержание углерода в десятых долях
процента, а буква А также условно указывает, что сталь
высококачественная. Таким образом, маркой У12А обозначается
высококачественная углеродистая сталь со средним содержанием
углерода 1,2%. Кроме углерода, в этих сталях содержится
марганец, кремний, хром, никель, сера и фосфор.
При нагреве до 200° С резцы из углеродистой стали теряют
стойкость и становятся негодными для дальнейшей работы.
Поэтому в настоящее время они применяются очень редко и
главным образом для обработки материалов мягких и средней
твердости, при небольших скоростях резания.