

Державка ДО для безалмазной правки кругов
Державка ДО 40 и ДО 75 (на подшипниках качения) применяется для безалмазной правки абразивных кругов на шлифовальных станках методом обкатки.

——————————————————-
Стоимость державок ДО
Готовые комплекты приспособлений для правки шлифовальных кругов и ролики Вы можете приобрести в нашем магазине:
Державка ДО 40 — 2300 (₽) (цена указана без НДС)
Державка ДО 75 — 17000 (₽) (цена указана без НДС)
Диск ДО 40 — 300 (₽) (цена указана без НДС)
Диск ДО 75 — 2000 (₽) (цена указана без НДС)
Цена на сайте является ориентировочной!
— уточняйте цену в магазине оставив заявку
на почте: stavincom@yandex.ru
——————————————————-


Размеры державок ДО
Державки ДО между собой не имеют конструктивных отличий,
только отличаются габаритными размерами:
ДО 40 имеет высоту 55 мм и ширину 45 мм
ДО 75 имеет высоту 90 мм и ширину 55 мм
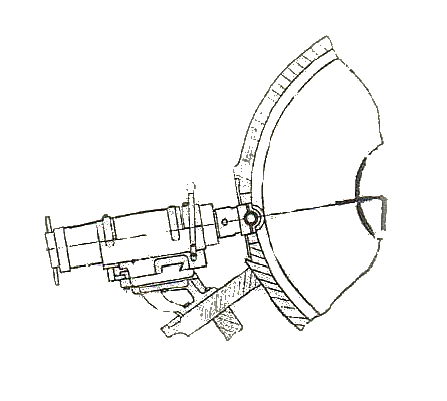
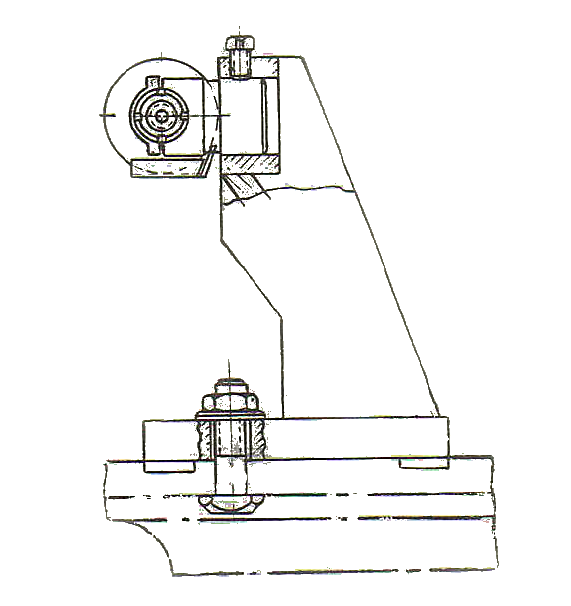
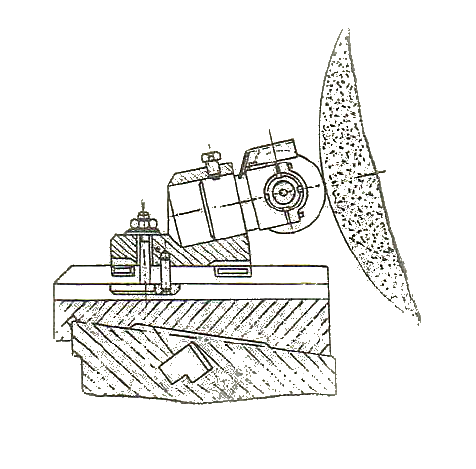
Схемы установки державок ДО на шлиф станках
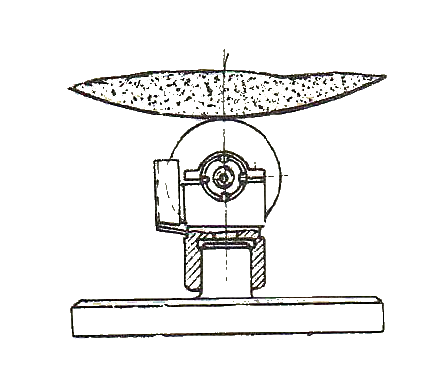
Диски для державок ДО.
В виде праявящего инструмента в державках ДО используют диски диаметром 40мм и 75мм из релита или из дроблёных отходов твёрдого сплава.
Диски закрепляются на оси и получают вращение благодаря двум радиальным подшипникам находящимся в корпусе державки.



Правила эксплуатации державок ДО:
1. Державку необходимо закрепить в жестком и удобном
приспособлении: провертывание и качка державки не допускается.
2. Перед установкой державки в приспособление необходимо
проверить положение прявящего узла в подшипниках. При
правильном положении правящий инструмент должен вращаться
плавно, без рывков и заметной осевой качки.
3. Державку следует устанавливать так, чтобы ось правящего
инструмента была строго параллельна оси шлифовального круга.
Для предохранения одной из кромок шлифовального круга от
выкрашивания правящий диск следует поворачивать под углом к
оси шлифовального круга 5-15 градусов.
4. Державка с правящим инструментом может быть установлена
ниже оси центров шлифовального станка, но при этом ось корпуса
державки должна проходить через центр круга.
5. При применении державки на круглошлифовальном,
внутришлифовальном и плоскошлифовальном станках она должна
устанавливаться так, чтобы направление вращения правящего
инструмента совпало с направлением стрелки на корпусе. В этом
случае гайка, закрепляющая правящий инструмент, должна
находиться на стороне корпуса, противоположной той, где
имеется стрелка.
6. При каждой смене правящих дисков необходимо разобрать
державку и промыть детали в керосине, проверить их годность,
заменить смазку подшипников и снова собрать державку.
Порядок правки шлифовального круга:
а) Включить механизм вращения шлифовального круга и подачи
охлаждающей жидкости;
б) осторожно подвести державку до соприкосновения правящего
инструмента с поверхностью вращающегося шлифовального круга;
в) направить струю охлаждающей жидкости в место соприкосновения
правящего инструмента со шлифовальным кругом. Правка должна
производиться при обильном охлаждении;
г) включить механизм продольной подачи стола. Продольная
подача должна быть плавной, без толчков и ударов.
Режим правки шлиф кругов державками ДО
Предварительное шлифование:
Окружная скорость — 25…35 м/сек
Продольная подача — 0.5-0.7 м\мин
Поперечная подача — 0.03-0.04 мм\ход
Число ходов — 2-4
Кол-во СОЖ — 20-30 л\мин
Окончательное шлифование:
Окружная скорость — 25…35 м/сек
Продольная подача — 0.3-0.5 м\мин
Поперечная подача — 0.02-0.00 мм\ход
Число ходов — 2-4
Кол-во СОЖ — 20-30 л\мин
Цена на сайте является ориентировочной!
— уточняйте цену в магазине оставив заявку
на почте: stavincom@yandex.ru