

Центр упорный
Центр упорный — станочная оснастка для обработки деталей требующих совпадение осей, например для шлифовки или токарной обработки ступенчатых валов.

Устройство центра упорного.
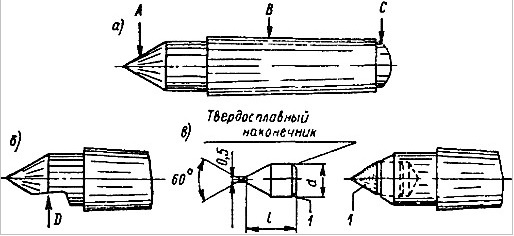
Часть А этого центра называется рабочей, а часть В — хвостом. Угол при вершине рабочей части центра должен быть равен 60°. Хвост центра должен быть точно пригнан по коническим гнездам в шпинделе передней и пиноли
задней бабок станка.
Поверхности рабочей части и хвоста центра не должны иметь забоин, при наличии которых положение детали получается неправильным.
Центр (а), полуцентр (б) и центр с твердосплавным наконечником (в)
Диаметр цилиндрической части С хвоста должен быть меньше его меньшего диаметра. При этом условии некоторое увеличение диаметра части С, возможное при выколачивании центра из шпинделя, не отразится на точности его установки.
Наличие среза D у так называемого полуцентра устанавливаемого только в заднюю бабку, дает возможность обрабатывать полностью торец поддерживаемой им детали.
Во избежание быстрого износа и повреждений (от случайных ударов) центры должны быть закаленными.
Передний центр во время работы станка служит только опорой для обрабатываемой детали, вращается вместе с ней и поэтому не нагревается. Ввиду этого передние центры можно изготовлять из углеродистой инструментальной стали марки У6.
Задний центр неподвижен, деталь вращается на нем с большой скоростью, вследствие чего центр нагревается, теряет свою твердость и быстро изнашивается. Поэтому задние центры делаются из углеродистой стали марок У8 и У9 или с твердосплавным наконечником 1.
Центры изготавливаются двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.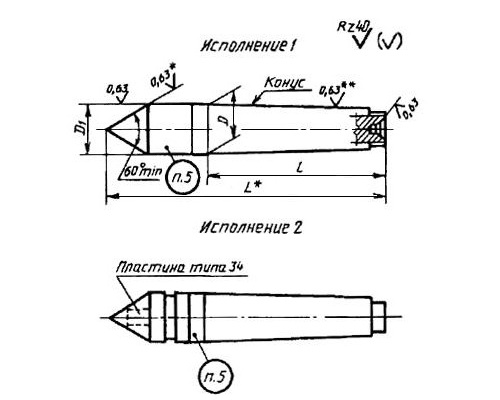
Узнать более подробную информацию о центрах упорных можно позвонив по тел. 8-800-100-2667
Заказать центры упорные можно оставив сообщение на почту: stavincom@yandex.ru